CCPS Process Safety Professional Certification Questions and Answers
A line is provided for adding a chemical to a reactor to quench the reaction. The line has an automatic valve which is designed to open when reactor temperature exceeds the High-High limit. Which of the items are key parts of the ITPM (Inspection, Testing, and Preventive Maintenance) requirements for the valve? (Select all that apply)
Options:
Valve must be functionally tested to ensure that it opens quickly enough to quench the reaction
Valve must be designed to open quickly enough to quench the reaction
Valve and its control system must be inspected and tested with sufficient frequency to confirm that it will reliably open when required
Valve must be designed to fail open
Answer:
A, CExplanation:
The correct answers are A and C because ITPM (Inspection, Testing, and Preventive Maintenance) focuses on verifying performance and ensuring ongoing reliability of safety-critical equipment , not on design requirements.
Option A is correct because functional testing is essential to confirm that the valve operates as intended under real or simulated conditions. In this case, the valve must open quickly enough to effectively quench the reaction, meaning both functionality and response time are critical performance criteria.
Option C is also correct because CCPS emphasizes that safety-critical systems must be periodically inspected and tested at appropriate intervals to ensure they remain reliable. This includes not only the valve itself but also its control system , such as sensors and logic that trigger the action.
Option B and D are design considerations, not ITPM activities. While they are important during the design phase (e.g., ensuring fail-safe positioning or proper sizing), they do not fall under inspection and maintenance requirements.
CCPS highlights that ITPM ensures that protective systems continue to function as intended throughout their lifecycle , reducing the risk of failure during demand condition
Static Electricity accumulation could be a concern with which of the following fluids? (Select all that apply)
Options:
Sea water
Hexane
Benzene
Toluene
Answer:
B, C, DExplanation:
The correct answers are B (Hexane), C (Benzene), and D (Toluene) because these are low-conductivity hydrocarbon liquids , which are highly susceptible to static electricity accumulation .
CCPS guidance explains that static charge buildup occurs when fluids flow, splash, or are agitated—especially in non-conductive or poorly conductive liquids . Hydrocarbons such as hexane, benzene, and toluene have low electrical conductivity , meaning that any generated static charge cannot dissipate easily . This can lead to charge accumulation and eventual discharge (spark), which may ignite flammable vapor-air mixtures.
In contrast, sea water (A) is highly conductive due to dissolved salts, allowing static charges to dissipate quickly and preventing dangerous accumulation. Therefore, static electricity is generally not a concern with conductive fluids like seawater.
CCPS emphasizes that static hazards are particularly important during operations such as tank filling, transfer, filtration, and mixing of flammable liquids. Proper controls include bonding and grounding, limiting flow velocities, avoiding splash filling, and using anti-static additives where applicable.
Thus, non-conductive flammable liquids (B, C, D) present a significant static ignition hazard, while conductive liquids like seawater do not.
The Risk Based Process Safety element which is designed to verify that a process is verified safe to start after a short term shutdown is Operational Readiness. True or False?
Options:
True
False
Answer:
BExplanation:
The correct answer is B (False) because Operational Readiness in CCPS Risk-Based Process Safety is primarily intended for new startups, major modifications, or significant changes , not routine or short-term shutdowns.
Operational Readiness (often implemented as a Pre-Startup Safety Review – PSSR ) ensures that systems are properly designed, installed, tested, and safe to operate before initial startup or restart after major changes . It verifies that procedures, training, safeguards, and documentation are in place and that risks introduced by changes have been addressed.
For short-term or routine shutdowns , safety verification is typically managed through Operating Procedures and Safe Work Practices , such as startup checklists, shift handover processes, and standard operating procedures. These ensure that equipment is in the correct condition and that it is safe to resume operation without requiring a full Operational Readiness review.
CCPS distinguishes between routine operational control and formal readiness reviews for significant risk changes . Applying Operational Readiness to every short-term shutdown would be impractical and unnecessary.
Therefore, while verifying safe startup is essential, Operational Readiness is not specifically intended for short-term shutdown situations , making the statement false.
A facility is selecting an inerting procedure for one of its large reactors. Which inerting method would be expected to require the greatest nitrogen consumption?
Options:
Vacuum purging
Pressure purging
Sweep through purging
Vacuum/pressure purging
Siphon purging
Answer:
CExplanation:
The correct answer is C (Sweep through purging) because it is the least efficient inerting method in terms of inert gas consumption , as described in CCPS guidance on inerting and purging practices.
In sweep through purging , nitrogen is continuously introduced into the vessel while the existing gas mixture is displaced and vented. This method relies on dilution rather than compression or evacuation, meaning that large volumes of nitrogen are required to achieve the desired reduction in oxygen concentration. The inefficiency arises because complete mixing is assumed, and multiple vessel volume exchanges are needed.
In contrast, pressure purging (B) and vacuum purging (A) are significantly more efficient. Pressure purging uses repeated pressurization and venting cycles to reduce oxygen concentration, while vacuum purging removes gases before backfilling with nitrogen. The most efficient method is typically combined vacuum/pressure purging (D) , which minimizes nitrogen usage by leveraging both techniques.
Siphon purging (E) is not a commonly recognized CCPS inerting method for gas-phase systems.
CCPS emphasizes selecting inerting methods based on vessel design, pressure capability, safety requirements, and gas consumption efficiency. For large vessels, minimizing nitrogen usage is often important for both cost and operational practicality.
Workforce involvement metrics can involve (select all that apply):
Options:
Number of Loss of Primary Containment Incidents
Number of safety suggestions submitted
Number of comments submitted on the content and frequency of refresher training
Nuisance alarm rate
Number of Past Due PHA action items
Answer:
B, CExplanation:
The correct answers are B and C because workforce involvement metrics in CCPS RBPS focus on active participation, engagement, and feedback from personnel in process safety activities.
B (number of safety suggestions submitted) is a direct indicator of workforce engagement. A high number of suggestions reflects a proactive safety culture where employees are encouraged to identify hazards and propose improvements. CCPS highlights employee participation as a key contributor to strong process safety performance.
C (comments on training content and refresher frequency) is also a valid workforce involvement metric. It reflects how actively employees engage with training programs and provide feedback to improve their effectiveness. This aligns with CCPS emphasis on continuous learning and workforce input.
Options A (loss of containment incidents) and E (past due PHA action items) are lagging or compliance metrics , not direct measures of workforce involvement. D (nuisance alarm rate) relates to alarm management and system performance rather than employee participation.
CCPS distinguishes between participation metrics (leading indicators of engagement) and outcome metrics (incident-based or system performance). Workforce involvement metrics specifically track how well personnel are contributing to and engaging with process safety systems, which is critical for sustaining a strong safety culture.
Which of the following can be considered applicable inspection methods as part of an Inspection/Testing/Preventive Maintenance program under the Asset Integrity and Reliability Element? (Select all that apply)
Options:
Ultrasonic Thickness Measurements
Work Orders
Ultrasonic Leak Detection
Positive Material Identification
Answer:
A, C, DExplanation:
The correct answers are A (Ultrasonic Thickness Measurements), C (Ultrasonic Leak Detection), and D (Positive Material Identification) because these are recognized inspection and testing techniques within CCPS’s Asset Integrity and Reliability element of RBPS. This element ensures that critical equipment is designed, fabricated, installed, and maintained to perform reliably throughout its lifecycle.
Ultrasonic Thickness Measurement (UT) is a widely used non-destructive examination (NDE) method to monitor wall loss due to corrosion or erosion. It provides quantitative data that supports fitness-for-service evaluations and remaining life assessments.
Ultrasonic Leak Detection is another diagnostic tool used to identify leaks in pressurized systems, valves, and fittings. It supports early detection of loss of containment, which is critical for preventing process safety incidents.
Positive Material Identification (PMI) verifies that the correct alloy materials are installed, helping prevent failures due to incorrect material selection—especially important in environments prone to corrosion, high temperature, or hydrogen damage.
Work Orders (B) , while essential for maintenance management, are administrative controls rather than inspection or testing methods. CCPS distinguishes between execution systems (like work orders) and actual inspection techniques used to assess equipment condition.
These inspection methods collectively support proactive identification of degradation mechanisms and ensure equipment integrity is maintained.
Which of the following are Hazard Identification and Risk Analysis methods? (Select all that apply)
Options:
Root Cause Analysis
Layer of Protection Analysis
Bow-Tie Analysis
What-If
Fish Bone Analysis
FMEA
Answer:
B, C, D, FExplanation:
The correct answers are B (Layer of Protection Analysis), C (Bow-Tie Analysis), D (What-If), and F (FMEA) because these are recognized Hazard Identification and Risk Analysis (HIRA) methodologies within CCPS Risk-Based Process Safety.
What-If analysis is a qualitative method used to systematically evaluate deviations from intended operation by asking structured “what if” questions. FMEA (Failure Modes and Effects Analysis) is a structured technique that identifies potential failure modes, their causes, and consequences, often used during design and early lifecycle stages.
Layer of Protection Analysis (LOPA) is a semi-quantitative method that evaluates risk by analyzing initiating events and independent protection layers, determining whether risk reduction is sufficient. Bow-Tie analysis visually integrates fault trees (causes) and event trees (consequences), helping to identify preventive and mitigative barriers.
Root Cause Analysis (A) and Fishbone Analysis (E) are not HIRA methods; instead, they are incident investigation tools used after an event to determine underlying causes. CCPS clearly distinguishes between proactive hazard analysis (HIRA) and reactive learning methods (incident investigation and root cause analysis).
These HIRA tools are essential for identifying hazards, evaluating risks, and ensuring appropriate safeguards are in place to prevent major process safety incidents.
A field operator contacted the control room about a leaking connection on a heat exchanger. The control room operator instructed the field operator to bypass the heat exchanger. However, unknown to the control room operator, additional piping had recently been installed upstream of the heat exchanger, and had not been recorded on the P & ID. When the field operator incorrectly opened a valve in the new piping, the process stream was routed to an unintended location.
Which of the following groups of Risk Based Process Safety elements, if properly implemented, could have prevented this incident?
Options:
Process Knowledge Management – Safe Work Practices – Management of Change
Management of Change – Conduct of Operations – Emergency Management
Process Knowledge Management – Management of Change – Training and Performance Assurance
Asset Integrity – Training and Performance Assurance – Management of Change
Answer:
CExplanation:
The best answer is C because the scenario shows three clear failures that align directly with these RBPS elements. First, the new upstream piping was not recorded on the P & ID , which is a failure of Process Knowledge Management (PKM) . CCPS identifies PKM as the element for developing, documenting, and maintaining accurate process safety information such as drawings and system knowledge. Second, the piping had been recently installed , so the change should have been formally reviewed, approved, documented, and communicated through Management of Change (MOC) . CCPS describes MOC as the system for recognizing changes, evaluating their hazards, authorizing them, and ensuring follow-up actions are completed. Third, the field operator incorrectly opened a valve , which points to inadequate Training and Performance Assurance —operators must be trained and shown capable of performing tasks correctly, especially when systems have changed.
The other options are weaker because Emergency Management is mainly for response, not prevention; Asset Integrity concerns equipment fitness and reliability, not undocumented configuration changes; and Safe Work Practices , while important, do not address the central failure as directly as PKM, MOC, and Training.
To maintain a dependable Operational Readiness practice (select all that apply):
Options:
Ensure consistent implementation
Involve competent personnel
Focus the procedure on major process changes
Determine scope of readiness reviews
Answer:
A, B, DExplanation:
The correct answers are A, B, and D because CCPS defines Operational Readiness (often implemented through Pre-Startup Safety Reviews, PSSR) as a systematic and consistently applied process to ensure that facilities are safe to start or restart.
Option A (ensure consistent implementation) is critical because inconsistent application of readiness reviews can lead to missed hazards or incomplete verification , increasing risk during startup. CCPS stresses that the process must be standardized and applied every time applicable conditions arise.
Option B (involve competent personnel) is essential because readiness reviews require multidisciplinary expertise , including operations, engineering, maintenance, and safety professionals. Competent personnel ensure that all aspects of safety, procedures, and equipment are properly evaluated.
Option D (determine scope of readiness reviews) is also correct because clearly defining what changes or situations require a readiness review ensures that the process is applied appropriately and comprehensively.
Option C is incorrect because operational readiness should not be limited to only major changes ; it should also apply to minor changes, startups after shutdowns, and other relevant situations where safety could be impacted.
CCPS emphasizes that effective operational readiness ensures systems, procedures, and personnel are fully prepared before introducing hazards , preventing incidents during startup.
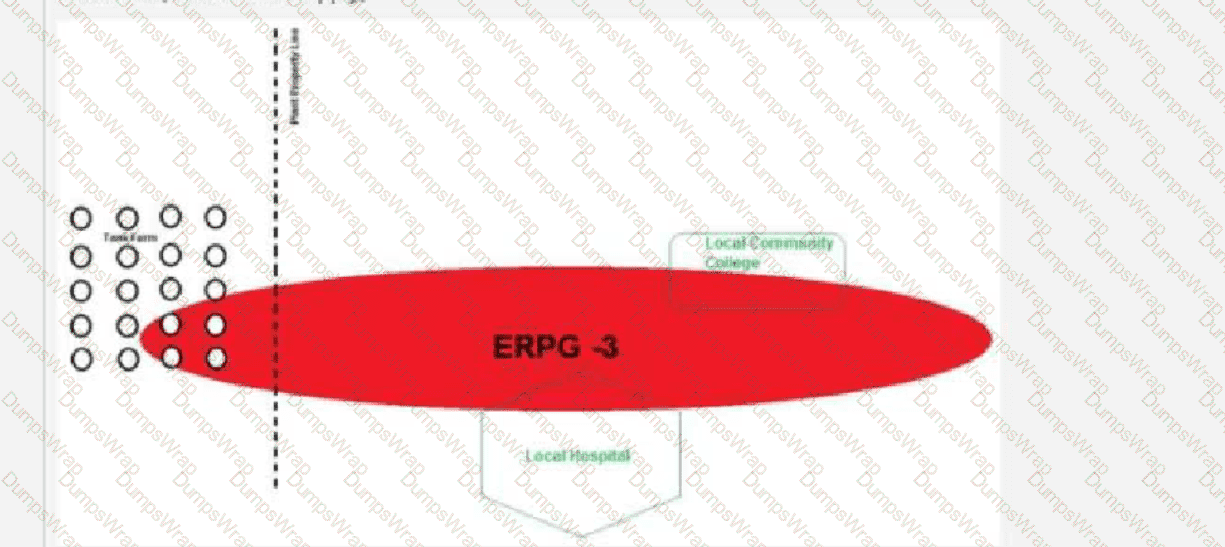
Consider the information shown on the diagram. Which Risk Based Process Safety elements are most relevant to this situation? (select all that apply)
Options:
Auditing
Hazard Identification and Risk Analysis
Emergency Management
Contractor Management
Stakeholder Outreach
Safe Work Practices
Answer:
B, C, EExplanation:
The correct answers are B, C, and E because the diagram shows an ERPG-3 toxic release plume extending offsite , impacting public receptors such as a local community, college, and hospital . This scenario directly relates to hazard analysis, emergency planning, and external communication.
Option B (Hazard Identification and Risk Analysis) is critical because determining the extent and severity of the toxic plume (e.g., ERPG levels) is a key outcome of consequence modeling and risk analysis. This element identifies potential offsite impacts and supports decision-making for safeguards.
Option C (Emergency Management) is essential because such a release requires prepared emergency response plans , including evacuation, shelter-in-place strategies, and coordination with local responders.
Option E (Stakeholder Outreach) is also highly relevant because offsite consequences require communication and coordination with external stakeholders , including the public, hospitals, and emergency services. This ensures awareness and preparedness beyond the facility boundary.
Options A, D, and F are less directly relevant to the scenario presented, as they focus on internal systems rather than offsite consequence management and response .
CCPS emphasizes that when hazards extend beyond the facility, organizations must integrate risk analysis, emergency planning, and community engagement to effectively manage potential impacts.
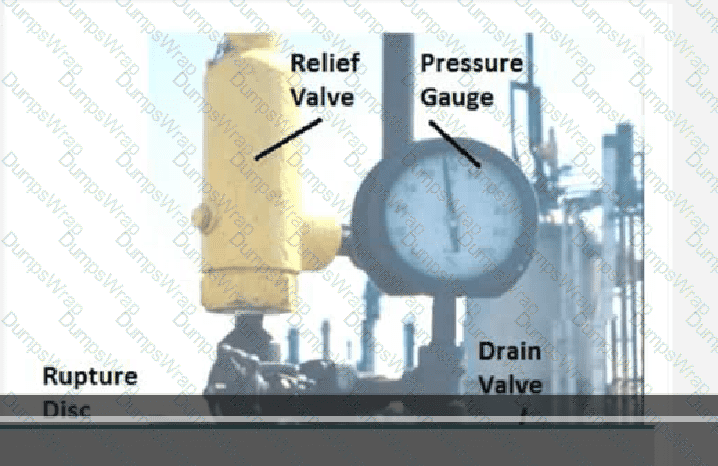
The photo below represents part of the overhead piping for a reactor with a 90 psig maximum allowable working pressure (MAWP). Which of the following statements are correct? (select all that apply)
Options:
A rupture disc installed upstream of a relief valve can protect the valve from corrosion and fouling
The pressure gauge shown can be used to verify that the relief device is set correctly
A drain valve between the rupture disc and relief valve can compromise overpressure protection
The combination of rupture disc and relief valve is an acceptable overpressure protection configuration
Answer:
B, DExplanation:
The correct answers are B and D because they highlight subtle but critical deficiencies in the pressure relief system configuration , consistent with CCPS guidance.
Option B is correct because the presence of additional components (such as a pressure gauge connection or trapped pressure between the rupture disc and relief valve) can lead to pressure buildup on the downstream side of the rupture disc . This backpressure increases the effective burst pressure , meaning the disc may not rupture at its intended setpoint, thereby compromising overpressure protection.
Option D is also correct because if the rupture disc is intended to protect the relief valve from corrosion , any leakage, improper installation, or pressure buildup in the space between the disc and valve can negate that protection . For example, corrosive process fluid could still reach the relief valve if the disc is not perfectly leak-tight or if the system is not properly maintained.
Option A is incorrect because current operating pressure does not guarantee safety— relief systems must function correctly during upset conditions . Option C is incorrect because placing a rupture disc upstream of a relief valve is an accepted practice when properly designed.
CCPS emphasizes that improper installation details can significantly degrade relief system performance , even when components appear correct.
Secondary dust explosion consequences are often related to poor housekeeping, true or false?
Options:
True
False
Answer:
AExplanation:
The correct answer is A (True) because CCPS clearly identifies poor housekeeping as a major contributing factor to secondary dust explosions , which are often far more destructive than the initial event.
In facilities handling combustible dusts (e.g., grain, sugar, coal, chemicals), small amounts of dust can accumulate on surfaces such as floors, beams, and equipment. While a primary explosion may occur within equipment (e.g., a dust collector), it can generate a pressure wave that disperses accumulated dust into the air , creating a large combustible cloud. If this cloud ignites, it results in a secondary explosion , often with significantly greater impact.
Poor housekeeping allows dust layers to build up , increasing the available fuel for such secondary explosions. Even thin layers of dust, when dispersed, can create highly explosive concentrations . CCPS emphasizes that effective dust hazard management includes regular cleaning, minimizing dust accumulation, and controlling ignition sources .
This principle has been demonstrated in numerous industrial incidents where secondary explosions caused the majority of damage and fatalities. Therefore, maintaining good housekeeping is a critical preventive measure in combustible dust hazard management.
Discuss the advantages and disadvantages of using competent third-party auditors for facility process safety audits.
Options:
Third-party auditors only provide benefits with no disadvantages
Third-party auditors provide independence but may lack site-specific knowledge and can be costly
Third-party auditors are always less effective than internal auditors
Third-party auditors eliminate the need for internal audits
Answer:
BExplanation:
The correct answer is B because CCPS recognizes both benefits and limitations of using competent third-party auditors within the Process Safety Auditing element of RBPS.
A primary advantage is independence and objectivity . Third-party auditors are not influenced by internal organizational culture, familiarity, or bias, making them more likely to identify systemic weaknesses, normalization of deviance, and overlooked risks . CCPS highlights that this independence enhances credibility , especially with regulators and external stakeholders. Additionally, external auditors often bring broad industry experience and benchmarking insights , allowing facilities to compare practices against recognized good engineering practices (RAGAGEP).
However, there are also disadvantages. Third-party auditors may have limited familiarity with site-specific processes, equipment, and organizational nuances , which can lead to misunderstandings or less practical recommendations. They can also be costly , particularly for smaller organizations. Furthermore, their presence may sometimes affect workforce openness during interviews.
CCPS emphasizes that the most effective audit approach often involves a balance , combining external auditors for independence and internal personnel for site knowledge. This ensures audits are both objective and practically relevant , leading to more actionable and meaningful improvements in process safety performance.
Which of the following changes require a Management of Organizational Change (MOOC) Review? (Select all that apply.)
Options:
Moving an operator from one shift team to another in the same operating unit
Replacing site maintenance department with contractors
Reducing the number of operators per shift team
Relocating from offices to cubicles
Modification of shift schedules from 8-hour shifts to 12-hour shifts
Answer:
B, C, EExplanation:
The correct answers are B, C, and E because these represent organizational changes that can significantly impact process safety risk , and therefore require a Management of Organizational Change (MOOC) review as defined by CCPS under the RBPS framework.
MOOC focuses on evaluating how changes in staffing, structure, roles, responsibilities, or working conditions may affect hazard control, decision-making, supervision, and operational reliability.
B (Replacing maintenance with contractors) introduces risks related to competency, training, communication, and familiarity with site hazards , which are critical CCPS concerns.
C (Reducing number of operators) directly affects workload, fatigue, ability to respond to abnormal situations, and supervision , all of which are key human factor risks.
E (Changing shift length from 8 to 12 hours) impacts fatigue, alertness, and human performance reliability , which CCPS identifies as major contributors to incidents.
The incorrect options are less impactful:
A (moving operator within same unit) does not significantly change organizational risk if competency remains equivalent.
D (office to cubicle relocation) has negligible effect on process safety.
CCPS emphasizes that organizational changes must be treated with the same rigor as technical changes , because many major incidents have been linked to staffing reductions, contractor use, and fatigue-related performance degradation.
Management of Change review should be done: (select all that apply)
Options:
For process related changes
Throughout the process lifecycle
For replacement in kind
To confirm operational readiness
To evaluate compliance with safe work practices
Answer:
A, BExplanation:
The correct answers are A and B because CCPS defines Management of Change (MOC) as a systematic process applied to all process-related changes across the lifecycle of a facility .
Option A is correct because MOC is specifically required for process-related changes , including modifications to equipment, chemicals, technology, procedures, and operating conditions. These changes can introduce new hazards or alter existing risks, making formal review essential.
Option B is also correct because MOC applies throughout the entire process lifecycle , including design, construction, operation, maintenance, and decommissioning. CCPS emphasizes that changes can occur at any stage, and each must be evaluated for safety impact.
Option C (replacement in kind) is incorrect because true replacement in kind—where there is no change in specifications or function —does not require MOC. However, careful verification is needed to confirm it is truly identical.
Option D is incorrect because confirming operational readiness is part of Pre-Startup Safety Review (PSSR) , not MOC itself. Option E relates to auditing or compliance activities , not the purpose of MOC.
CCPS highlights that effective MOC ensures all changes are reviewed, authorized, and safely implemented , preventing unintended consequences.
Which of the following statements are true with respect to Compliance with Standards? (select all that apply)
Options:
Standards should be updated to reflect new knowledge as it is acquired
Compliance with applicable codes and standards may not be sufficient to ensure safe plant operations
Company internal standards are required to be updated before each process hazard analysis revalidation
It is valid for a company to develop its own internal standards
It is permissible to deviate from the requirements of the standard if compliance requires complex equipment modifications
Existing equipment must always comply with the most recent edition of the relevant standard
Answer:
A, B, DExplanation:
The correct answers are A, B, and D because they align with CCPS guidance on Compliance with Standards , which emphasizes both adherence and thoughtful application of standards.
Option A is correct because standards should be living documents , updated as new knowledge, technology, and lessons learned become available. This ensures continuous improvement and relevance.
Option B is also correct because compliance with codes and standards represents a minimum requirement , not a guarantee of safety. CCPS stresses that organizations must go beyond compliance and apply risk-based decision-making tailored to their specific hazards.
Option D is correct because companies are allowed—and often expected—to develop internal standards that may be more stringent or better suited to their operations than external codes.
Option C is incorrect because while standards should be kept current, there is no requirement to update them specifically before each PHA revalidation.
Option E is incorrect because deviations from standards must be formally justified, evaluated, and approved , not simply allowed due to complexity.
Option F is incorrect because existing equipment is typically governed by the codes in effect at the time of design , unless risk justifies upgrades.
CCPS emphasizes that effective compliance involves understanding, application, and continuous improvement , not just adherence.
A material had been oxidized many times, without incident, under an oxygen atmosphere in a small pilot plant vessel. While scaling up to a larger vessel, the plant engineers decided they could improve gas/liquid contact by using a more efficient feed dispersing system. This dispersing system filled the reactor ' s vapor space with a fine combustible mist. Several hours after startup, the vessel was ruptured by an internal mist explosion. The source of ignition was a small amount of catalyst left over from an earlier set of experiments. This was a phenomenon that the engineers had not considered. Which of the following risk based process safety elements could have helped prevent this incident? (Select all that apply)
Options:
Measurement and Metrics
Management of Change
Contractor Management
Process Knowledge Management
Emergency Management
Answer:
B, DExplanation:
The correct answers are B (Management of Change) and D (Process Knowledge Management) because this incident was caused by unrecognized hazards introduced during scale-up and process modification .
Option B (Management of Change - MOC) is critical because the engineers introduced a new feed dispersing system , which significantly altered the process by creating a combustible mist in the vapor space . According to CCPS, any change in equipment, process conditions, or technology must undergo a formal MOC review to identify new hazards, evaluate risks, and implement safeguards before startup. A proper MOC would likely have identified the explosion risk associated with mist formation in an oxygen-rich environment.
Option D (Process Knowledge Management - PKM) is also essential because the hazard resulted from insufficient understanding of the process chemistry and physical behavior , particularly mist explosibility and catalyst ignition potential. PKM ensures that organizations maintain accurate knowledge of chemical reactivity, flammability limits, and scale-up effects.
Options A , C , and E are not directly related to preventing this type of incident. Measurement and metrics track performance, contractor management is irrelevant here, and emergency management focuses on response rather than prevention.
This scenario highlights how scale-up changes can introduce new hazards , requiring both strong MOC and robust process knowledge.
Which of the following approaches can be used to prevent fires and explosions? (select all that apply)
Options:
Prevent static accumulation
Use electrical fixtures that are appropriately rated for the area
Use of inerting procedures
Hot-work permits
Answer:
A, B, C, DExplanation:
The correct answer is A, B, C, and D because all listed options are recognized by CCPS as key preventive measures to control ignition sources and flammable atmospheres , which are the two essential elements required for fires and explosions.
Option A (prevent static accumulation) is important because static discharge can act as an ignition source, especially in low-conductivity fluids. Proper grounding and bonding prevent charge buildup.
Option B (properly rated electrical fixtures) ensures that electrical equipment does not generate sparks or hot surfaces capable of igniting flammable mixtures. This is critical in classified hazardous areas.
Option C (inerting procedures) removes or reduces oxygen concentration below the limiting oxygen concentration (LOC), preventing combustion even if a fuel and ignition source are present. This is a highly effective engineered control.
Option D (hot-work permits) control activities like welding or cutting that introduce ignition sources. These permits ensure that hazards are identified, the area is made safe, and appropriate precautions are taken before work begins.
CCPS emphasizes that fire and explosion prevention relies on eliminating ignition sources, controlling fuel release, or reducing oxidant availability , and all listed approaches contribute to these strategies.
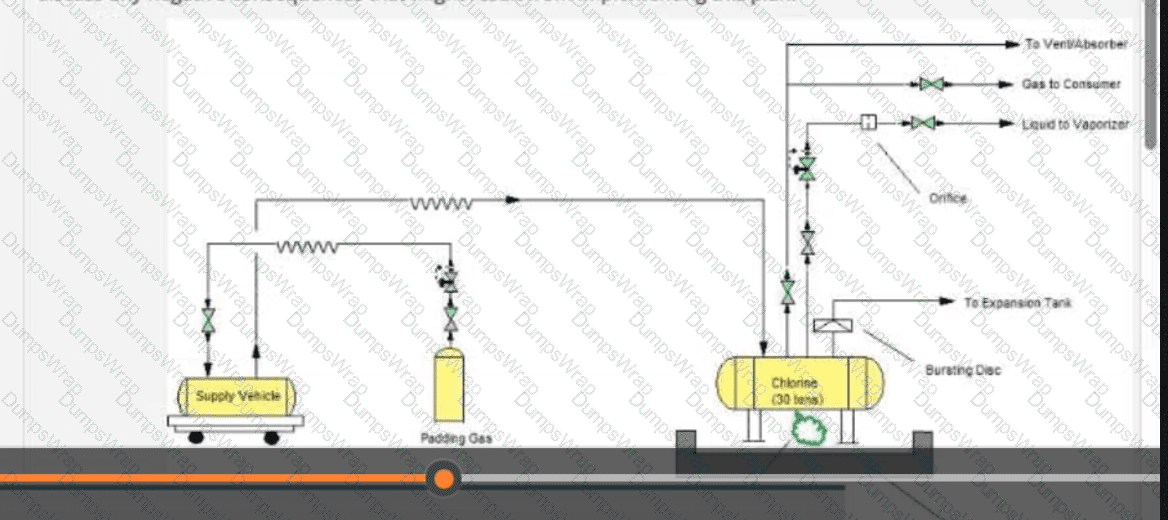
A chemical processor has a chlorine unloading facility shown in the sketch. The area has an ambient chlorine detector with audible alarm and a chemical operator is continually in attendance during the unloading operation. In the event of a leak, the action plan is to spray water on the leak and the contained spill to effect some dilution. Identify and discuss any negative consequences that might result from implementing this plan.
Options:
Water spray always neutralizes chlorine safely with no risks
Water spray may increase hazard by forming toxic/corrosive byproducts, spreading contamination, and increasing exposure risk
The plan eliminates the need for detection systems
There are no significant consequences if an operator is present
Answer:
BExplanation:
The correct answer is B because, according to CCPS hazard evaluation principles, response strategies must consider secondary hazards and unintended consequences . While water spray is sometimes used for vapor knockdown, applying it directly to a chlorine release can create additional risks.
Chlorine reacts with water to form hydrochloric acid (HCl) and hypochlorous acid (HOCl) , both of which are highly corrosive and toxic , potentially increasing harm to personnel and damaging equipment. Additionally, water can spread contamination , creating contaminated runoff that may extend the affected area and introduce environmental hazards.
From a Hazard Identification and Risk Assessment (HIRA) perspective, this response may also increase operator exposure , especially if personnel must approach the leak to apply water. The reliance on a single operator and manual intervention reduces the effectiveness of independent protection layers.
Furthermore, water spray may reduce visibility , complicate emergency response, and give a false sense of mitigation while not effectively stopping the release source. CCPS emphasizes that effective safeguards should prioritize containment, isolation, and remote mitigation , rather than relying on manual intervention in hazardous zones.
This scenario highlights the importance of thoroughly evaluating emergency actions to ensure they do not escalate the hazard or introduce new risks .
A process safety audit team felt that their access to operating personnel was being limited. Which of the following statements would be valid with respect to this situation? (Select all that apply)
Options:
Facilitating the audit team’s access to operating personnel will lead to an adversarial audit process
Operating personnel can provide valuable insight into how the process safety management program is being implemented
Operating personnel have less knowledge of process safety than management, so the value of their input is limited
Making operating personnel accessible to the audit team indicates a good process safety culture
Broad access to operating personnel by the audit team can be distracting, extend the duration of the audit, and produce conflicting impressions
Answer:
B, DExplanation:
The correct answers are B and D because CCPS emphasizes that effective audits require open communication and engagement with operating personnel , who play a key role in implementing process safety systems.
Option B is correct because operating personnel have first-hand knowledge of how procedures, safeguards, and systems actually function in practice . They can reveal gaps between documented processes and real-world execution, making their input essential for identifying weaknesses and improvement opportunities.
Option D is also correct because allowing audit teams access to operating personnel reflects a strong process safety culture , characterized by transparency, openness, and willingness to learn. Organizations with mature safety cultures encourage interaction and do not restrict information flow.
Option A is incorrect because facilitating access does not inherently create conflict; rather, it promotes understanding. Option C is incorrect because operators often possess practical expertise that complements management knowledge. Option E is incorrect because while coordination is needed, broad access is generally beneficial, not detrimental.
CCPS highlights that audits should be collaborative and fact-based , and engaging operating personnel is critical to obtaining an accurate assessment of process safety performance.
What minimum size is normally used for laboratory test apparatus to determine dust explosion severity?
Options:
5 liters
1 cubic meter
20 liters
50 liters
Answer:
CExplanation:
The correct answer is C (20 liters) because the 20-liter sphere apparatus is the widely accepted standard for determining dust explosion severity parameters , including Kst (deflagration index) and Pmax (maximum explosion pressure) .
According to CCPS and industry standards (such as ASTM and ISO methods), the 20-liter test chamber provides a controlled, repeatable environment for evaluating the explosibility characteristics of combustible dusts. It represents a balance between laboratory practicality and representative explosion behavior , making it suitable for routine testing.
Smaller volumes such as 5 liters (A) are generally not sufficient to accurately capture explosion dynamics and may produce less reliable results. Larger vessels such as 1 cubic meter (B) are sometimes used for more detailed or confirmatory testing, but they are not typically considered the minimum standard due to cost and complexity. Option D (50 liters) is not a recognized standard for this purpose.
CCPS emphasizes that understanding dust explosibility is essential for hazard identification, equipment design, and mitigation strategies , including explosion venting, suppression, and isolation systems. The 20-liter sphere has become the industry benchmark for generating reliable and comparable dust explosion data.
Which of the following are characteristics of a good Process Safety Culture (check all that apply)?
Options:
Using production-capable process equipment
Management approval required for emergency shutdown
Operations and Maintenance personnel are involved in process decisions
Having a high awareness of process hazards
Leading and lagging indicators are tracked to monitor process safety performance
Visible leadership
Answer:
C, D, E, FExplanation:
The correct answers are C, D, E, and F because these align directly with CCPS-defined attributes of a strong process safety culture , which emphasizes leadership, engagement, awareness, and performance monitoring.
C (involvement of operations and maintenance personnel) reflects workforce engagement, a key CCPS principle. Frontline personnel bring practical knowledge and should actively participate in safety-related decisions.
D (high awareness of process hazards) is fundamental. A strong culture ensures that all personnel understand hazards, risks, and controls associated with their work.
E (tracking leading and lagging indicators) demonstrates a commitment to measuring and improving performance. CCPS stresses the importance of both proactive (leading) and reactive (lagging) metrics to manage risk effectively.
F (visible leadership) is critical. Leadership must actively demonstrate commitment to process safety through actions, communication, and resource allocation.
Option A is not a cultural characteristic—it relates to equipment capability. B is incorrect because requiring management approval for emergency shutdowns can delay critical safety actions , contradicting CCPS principles that empower personnel to act immediately in unsafe situations.
Overall, CCPS highlights that a strong process safety culture is built on leadership commitment, workforce involvement, hazard awareness, and continuous performance monitoring .
The Management of Change element: (select all that apply)
Options:
Helps maintain safe process operations
Makes the evaluation of the safety impact of a small change optional
Helps avoid inaccuracies in process safety information
Requires communicating approved changes to affected contractors
Answer:
A, C, DExplanation:
The correct answers are A, C, and D because they reflect the fundamental objectives and requirements of the Management of Change (MOC) element in CCPS RBPS.
Option A is correct because MOC ensures that all changes are systematically reviewed, approved, and implemented , thereby maintaining safe process operations and preventing unintended consequences.
Option C is also correct because MOC requires updates to process safety information (PSI) whenever changes occur. This ensures that documentation remains accurate and consistent with actual plant conditions, which is critical for safe operation, training, and hazard analysis.
Option D is correct because MOC requires that all affected personnel, including contractors , are informed of changes. Effective communication ensures that everyone understands new hazards, procedures, or operating conditions introduced by the change.
Option B is incorrect because no change is exempt from safety evaluation , even small ones. CCPS emphasizes that many major incidents have resulted from seemingly minor changes that were not properly reviewed.
Overall, MOC is a critical safeguard to ensure that changes do not introduce unmanaged risk , supporting safe and reliable process operations.
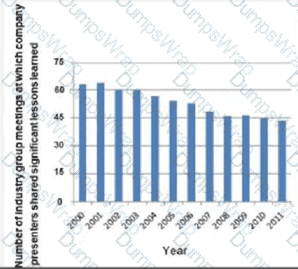
The X/Y/Z Corporation decides to track an activity as shown in the diagram. They interpret the results to indicate a possible deteriorating performance in one of their process safety management elements.
The chart shows a declining trend in the number of industry group meetings at which company presenters shared significant lessons learned over several years.
Which of the following RBPS elements is MOST directly reflected by this activity?
Options:
Compliance with Standards
Process Safety Competence
Stakeholder Outreach
Workforce Involvement
Measurement and Metrics
Answer:
CExplanation:
The correct answer is C. Stakeholder Outreach because the activity being measured is the number of industry group meetings where company representatives share significant lessons learned . According to CCPS Risk-Based Process Safety (RBPS), Stakeholder Outreach focuses on communication and knowledge sharing with external parties such as industry peers, professional organizations, regulators, and the public. This includes contributing lessons learned, participating in industry forums, and promoting transparency to improve overall process safety performance beyond the organization.
The declining trend shown in the chart indicates that the company is reducing its engagement with external stakeholders , which may reflect weakening commitment to sharing knowledge and learning across the industry. CCPS emphasizes that proactive sharing of incident learnings helps prevent similar events across organizations and strengthens collective safety performance.
Other options are less appropriate: Measurement and Metrics refers to tracking performance internally but not the specific nature of the activity; Workforce Involvement relates to internal employee participation; Process Safety Competence concerns training and skills; and Compliance with Standards relates to adherence to regulations. The key distinguishing factor is external communication and collaboration , which directly aligns with Stakeholder Outreach.
Which of the following statements is correct pertaining to Process Safety Audits? (Select all that apply)
Options:
An audit is a systematic, independent review to verify conformance with established guidelines, standards, regulatory requirements, or self-imposed requirements of the organization.
2nd and 3rd party audit teams may include access to a representative of the facility being audited.
Findings and recommendations usually are the same thing in a process safety audit.
It is always appropriate for a facility to staff the audit team with only site personnel.
Answer:
A, BExplanation:
The correct answers are A and B , as they align with CCPS guidance on the Process Safety Auditing element within RBPS.
A is correct because CCPS defines an audit as a systematic and independent evaluation used to verify whether process safety systems comply with internal standards, external regulations, and recognized good engineering practices (RAGAGEP) . Independence is critical to ensure objectivity and credibility of the audit findings.
B is also correct because CCPS allows and encourages the inclusion of facility representatives during second- and third-party audits . These individuals provide essential operational knowledge, clarify site-specific practices, and facilitate access to documents and personnel. However, they do not compromise independence as long as they do not control the audit outcome.
C is incorrect because findings and recommendations are distinct . Findings identify gaps or non-conformances, while recommendations propose corrective actions.
D is incorrect because audits staffed only with site personnel lack independence and may introduce bias. CCPS stresses the importance of independent or external auditors , especially for higher-level or corporate audits.
Overall, effective audits are structured, objective, and supported by knowledgeable personnel while maintaining independence to ensure accurate evaluation of process safety performance.
The risk of an incident is determined by considering its likelihood and:
Options:
Consequence
Probability
Safeguards
Frequency
Answer:
AExplanation:
The correct answer is A (Consequence) because, according to CCPS Risk-Based Process Safety (RBPS) principles, risk is defined as a function of both likelihood (or frequency) and consequence (severity) . This relationship is fundamental to hazard identification and risk analysis methodologies such as HAZOP, LOPA, and quantitative risk assessment (QRA).
Likelihood represents how often an event may occur, while consequence reflects the potential impact of that event, including effects on people, environment, assets, and business. A high-risk scenario typically involves either a high likelihood, severe consequences, or both.
Option B (Probability) and D (Frequency) are closely related to likelihood and therefore do not complete the definition—they are essentially components of the same side of the risk equation. C (Safeguards) are measures used to reduce either likelihood or consequence but are not part of the definition of risk itself.
CCPS emphasizes that effective risk management requires evaluating both dimensions. For example, even a low-probability event may require strong controls if the consequences are catastrophic. This dual consideration supports prioritization of hazards and the design of appropriate layers of protection to reduce overall risk to tolerable levels.
Which of the following considerations should be addressed when developing a process safety Audit system? (select all that apply)
Options:
Documenting audit results
Scheduling audits
Performing audits
Staffing of audit teams
Answer:
A, B, C, DExplanation:
The correct answer is A, B, C, and D because all listed items are essential components of an effective process safety audit system , as defined by CCPS within the RBPS framework.
Option A (documenting audit results) is critical because audit findings must be clearly recorded to ensure traceability, accountability, and follow-up of corrective actions . Without proper documentation, lessons learned may be lost and improvements may not be implemented.
Option B (scheduling audits) ensures that audits are conducted at appropriate intervals. CCPS emphasizes that audits should be planned, periodic, and risk-based , rather than ad hoc.
Option C (performing audits) refers to the actual execution of the audit process, including data collection, interviews, field verification, and evaluation of system effectiveness . This is the core activity of the audit system.
Option D (staffing of audit teams) is also essential because audits must be conducted by qualified, competent, and objective personnel . Proper team composition ensures technical expertise, independence, and credibility of findings.
CCPS highlights that a robust audit system includes planning, execution, documentation, and follow-up , all supported by competent personnel to ensure continuous improvement in process safety performance.
Discuss the training needs for personnel who may be required to respond to a release of a hazardous substance within a chemical facility.
Options:
Focus only on theoretical knowledge of chemicals and hazards
Provide only basic PPE training without practical exercises
Provide comprehensive training including hazard recognition, emergency response actions, PPE use, and incident command understanding
Limit training to evacuation procedures only
Answer:
CExplanation:
The correct answer is C because CCPS emphasizes that personnel expected to respond to hazardous substance releases must receive comprehensive, competency-based training that integrates knowledge, skills, and practical application. Under the RBPS elements of Emergency Management and Training and Performance Assurance , responders must be prepared to act safely and effectively under high-stress conditions.
Training should include hazard recognition , such as understanding chemical toxicity, flammability, reactivity, and potential exposure routes. Personnel must be proficient in emergency procedures , including alarm response, evacuation, shelter-in-place, and escalation protocols. A critical component is hands-on training in the use of personal protective equipment (PPE) , including selection, inspection, proper donning/doffing, and limitations of equipment like respirators and chemical suits.
Additionally, CCPS highlights the importance of understanding the Incident Command System (ICS) to ensure coordinated response, clear roles, and effective communication. Responders should also be trained in spill control, isolation techniques, and monitoring equipment usage to assess conditions safely.
Regular drills and simulations are essential to reinforce learning and build confidence. Importantly, training must also stress personal safety, situational awareness, and decision-making , including recognizing when to withdraw and allow specialized teams to intervene.
What is it called when a process operates outside of documented standard operating limits?
Options:
Consequences of Deviation
Emergency Response
Abnormal Operations
Transient Operation
Answer:
CExplanation:
The correct answer is C. Abnormal Operations because, according to CCPS guidance, any condition in which a process is operating outside its documented safe operating limits or boundaries is classified as an abnormal situation. Safe operating limits are defined within operating procedures and are part of the Process Safety Information (PSI) and Operating Procedures elements of RBPS. When these limits are exceeded, the system is no longer in its intended safe state.
CCPS emphasizes that abnormal operations require immediate recognition and corrective action by trained operators. These conditions may include deviations in pressure, temperature, flow, or level beyond predefined limits. Failure to respond appropriately can escalate into major incidents.
Option A ( Consequences of Deviation ) refers to the documented outcomes if limits are exceeded, not the condition itself. Option B ( Emergency Response ) applies after escalation to an incident. Option D ( Transient Operation ) refers to temporary states such as startup or shutdown, which may still be within controlled limits.
Thus, “abnormal operations” is the correct terminology used by CCPS to describe operations outside established safe limits , highlighting the importance of operator training, alarm management, and procedural adherence to maintain process safety.
Lagging indicators include: (select all that apply)
Options:
Management system failures
Interlock activations
Hazardous material releases
Spills inside secondary containment
Equipment inspections not being performed on time
Answer:
C, DExplanation:
The correct answers are C and D because lagging indicators measure events that have already occurred , particularly those involving loss of containment or failures with consequences.
Option C (hazardous material releases) is a classic lagging indicator. It reflects an actual failure of containment and is a key metric used in process safety performance (e.g., Tier 1 and Tier 2 events per CCPS/ANSI/API RP 754).
Option D (spills inside secondary containment) is also a lagging indicator. Although the spill may be contained and less severe, it still represents a loss of primary containment , meaning an incident has already occurred.
Option A (management system failures) and E (missed inspections) are leading indicators because they identify weaknesses in systems before incidents occur . Option B (interlock activations) is generally considered a leading or near-miss indicator , signaling that safeguards are being challenged but have not yet failed.
CCPS emphasizes that lagging indicators are important for tracking outcomes and learning from failures , while leading indicators are used to proactively prevent incidents . A strong process safety program uses both types to ensure continuous improvement and risk reduction.
Who is involved in Management Review at an operating facility? (select all that apply)
Options:
Plant Managers
Member of community
First Line Supervisors
Engineers
Process Safety Representative
Answer:
A, C, D, EExplanation:
The correct answers are A, C, D, and E because CCPS defines Management Review and Continuous Improvement as an internal, structured review process involving key personnel responsible for process safety performance and decision-making .
Plant Managers (A) play a critical leadership role by reviewing performance, setting expectations, and ensuring accountability for process safety outcomes. First Line Supervisors (C) are directly involved in operations and provide valuable insight into day-to-day implementation of safety practices.
Engineers (D) contribute technical expertise, helping evaluate system performance, design issues, and risk controls. Process Safety Representatives (E) bring specialized knowledge of RBPS systems, metrics, and compliance, ensuring that reviews are aligned with process safety principles.
Option B (Member of community) is incorrect because management reviews are internal organizational processes , not external or public activities. While community engagement is important under other elements (e.g., stakeholder outreach), it is not part of formal management review.
CCPS emphasizes that management reviews should involve a cross-functional team to ensure comprehensive evaluation of process safety performance, identification of improvement opportunities, and alignment with organizational goals.
Asset Integrity inspection/test methods for tubes in shell and tube heat exchangers include (select all that apply):
Options:
Borescope
Dye injection
Hydrostatic test
Radiography
Answer:
A, CExplanation:
The correct answers are A (Borescope) and C (Hydrostatic test) because these are commonly accepted and practical methods for inspecting the condition and integrity of heat exchanger tubes under the Mechanical Integrity element of RBPS.
Borescope inspection (A) allows direct visual examination of the internal surfaces of tubes. It is particularly useful for identifying corrosion, fouling, pitting, cracking, and blockages . CCPS recognizes visual inspection tools as important non-destructive examination (NDE) techniques for assessing internal equipment condition.
Hydrostatic testing (C) is used to verify the pressure integrity and leak tightness of the exchanger tubes. By pressurizing the system with a liquid, operators can detect leaks or weaknesses that could lead to failure during operation.
Option B (Dye injection) is not a standard or recognized method for internal tube inspection in heat exchangers. While dye penetrant testing exists, it is typically used on surfaces—not for internal tube integrity in this context.
Option D (Radiography) is generally impractical for inspecting individual tubes in shell-and-tube exchangers due to geometry, access limitations, and effectiveness concerns.
CCPS emphasizes selecting appropriate, proven inspection techniques that effectively assess degradation mechanisms and ensure continued safe operation of critical equipment.
A rupture pin relief device operates when:
Options:
A special spiral spring called a “pin spring” pushes against the valve seat - the valve opens when the pressure against the seat is high enough
An electric solenoid operates a pin, allowing the valve seat to open
A rod buckles at a specific pressure allowing the seat to open
This is a special type of spring relief with a very small seat, called a pin seat
Answer:
CExplanation:
The correct answer is C because a rupture pin relief device operates based on the mechanical buckling of a calibrated pin (or rod) at a predetermined pressure.
According to CCPS and industry practice, rupture pin devices are a type of non-reclosing pressure relief device that rely on structural instability (buckling) rather than spring force or membrane rupture. The pin is designed to fail (buckle) at a specific load corresponding to a set pressure. When this occurs, the valve mechanism is released, allowing the system to relieve pressure.
This design provides high accuracy and reliability , especially in applications where precise set pressure is required and where traditional spring-loaded relief valves may be affected by corrosion, vibration, or backpressure.
Option A is incorrect because it describes a spring-loaded relief valve , not a rupture pin device. Option B is incorrect because rupture pin devices are mechanical, not electrically actuated . Option D is incorrect because there is no such concept as a “pin seat” type of relief valve.
CCPS highlights rupture pin devices as an alternative to rupture discs and spring valves, particularly where tight tolerances and resistance to process conditions are needed.
